Барабан вулканизаторы...резеңке парақтар, конвейерлік таспалар, резеңке едендер және т.б. өндірісіндегі негізгі жабдықтар. Өнім жоғары температура мен жоғары қысым арқылы вулканизацияланады және құйылады. Оның негізгі компоненттеріне негізгі вулканизация барабаны, қысымды болат белдік, жетек ролик, кергіш ролик және т.б. кіреді. Болат белдік рөл атқарадыinвулканизация процесінде қысым мен жылуды тасымалдау және өнім сапасын қамтамасыз етудің маңызды құрамдас бөлігі болып табылады.
Барабан вулканизаторларында кеңінен қолданылатын жауын-шашынға төзімді тот баспайтын болаттан жасалған белдіктер тамаша сипаттамаларға ие: ең өкілі - Mingke MT1650, мұнда 1650созылу беріктігінің екенін көрсетеді ...болатis1650 Н/мм²мартенситті тот баспайтын болатБолат таспаның көлденең қимасының ауданына сүйене отырып, біз болат таспаның шекті созылу күшін есептей аламыз. Болат таспаның созылу беріктігі тек анықтамалық мән болып табылады, ал оның созылу күші қызмет ету мерзіміне тікелей байланысты. Сонымен қатар, болат таспаның нақты жұмыс уақыты, түріsөндірілген өнімдердің саны және болат белдіктің күнделікті күтімі болат белдіктің қызмет ету мерзіміне әсер ететін факторлар болып табылады.
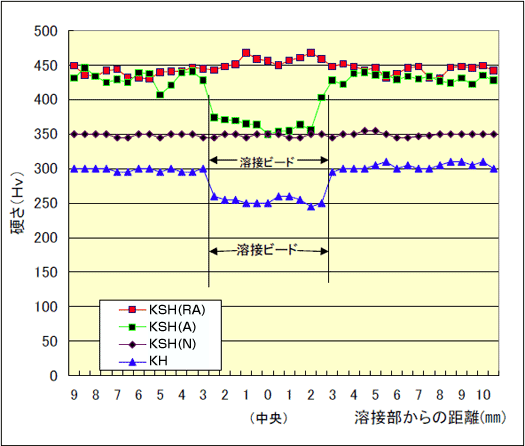
Технологияның дамуымен Mingke компаниясының MT1650 мартенситті тот баспайтын болаты барабанды вулканизаторларда кеңінен қолданылды, бұл Еуропадағы өндіріс деңгейіне жетіп қана қоймай, сонымен қатар экономикалық тұрғыдан да көп артықшылықтарға ие. Mingke MT1650 жауын-шашынға төзімді тот баспайтын болат - хром негізіндегі төмен көміртекті жауын-шашынға төзімді мартенситті тот баспайтын болат.,никель,мыс. Ол негізінен жоғары беріктік сипаттамаларын, жақсы коррозияға төзімділігін пайдаланады және термиялық өңдеу кезінде деформацияланбайды және температура шамамен 600 °F (316 °C) болғанша жоғары беріктікті сақтайды. Сонымен қатар, болат белдік жақсы жөндеуге қабілетті.Dегжей-тегжейлі өнімділік келесідей: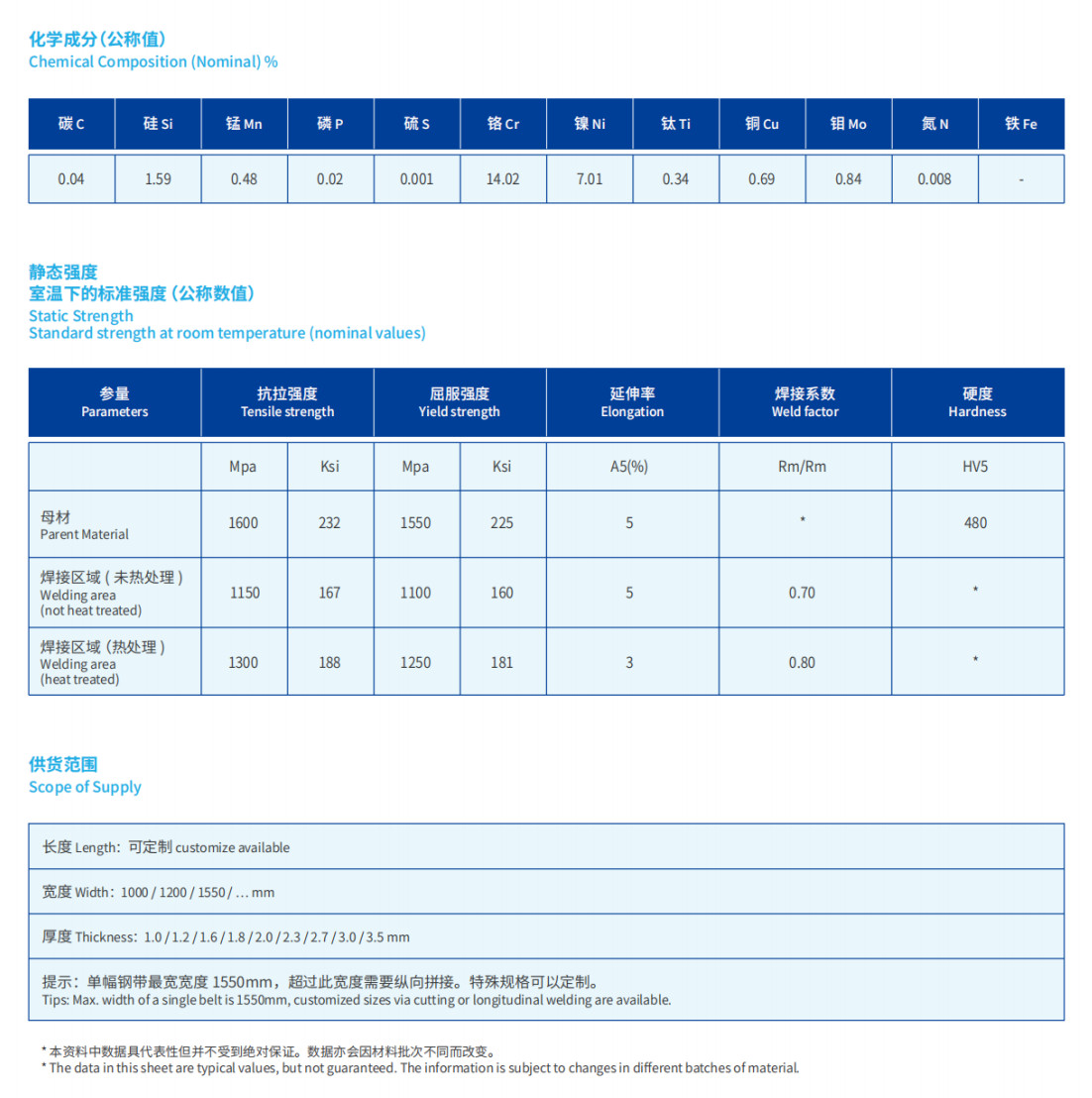
Салыстырылдыtoтұрмыстық болат сым желімді торлы белдік, болат белдікті таңдау келесі айқын артықшылықтарға ие:
1) Болат белдік ұзақ қызмет ету мерзіміне, жоғары температураға төзімділікке ие, ұзарту оңай емес, күтімі қарапайым және ыңғайлы, ал болат сым желімді торлы белдікті қысқа мерзімде қайта желімдеу қажет, ал торлы белдікті ұзарту оңай;
2) Болат жолақпен өндірілген өнімдердің беткі сапасы жақсы, ал тегістігі мен тегістігі жоғары өңдеу дәлдігі талаптарына жете алады;
3) Болат белдікте желімдеу процесі жоқ, және жабдық негізінен 24 сағат үздіксіз жұмыс істей алады, бұл жоғары өндірістік тиімділікпен жүзеге асырылады;
4) Болат жолақтың беті жоғары сапалы өнімдердің қажеттіліктерін қанағаттандыру үшін жоғары өңдеу дәлдігіне жете алады;
5) Болат белдікті күтіп ұстау оңай, ал бөлшекті қазып, жөндеп, жаңасын салу арқылы алып тастауға болады. Үлкен аумақтарды ұзындық бағытында кесіп, болат белдіктің жаңа бөлігіне қайта дәнекерлеуге болады.
6) Кішкентай дөңесsболат белдік жылуды азайту әдісін қолданады, бұл жазықтықты айтарлықтай жақсарта алады.
7) Егер болат таспаның бүкіл болат таспасы бойлық деформацияға ие болса, жақсы күтім әдісі жоқ. Күрделі процесі бар бойлық дәнекерлеу технологиясы қолданылмаса, бірақ күрделі процесінің құны жоғары болса.
Болат белдікті қалай жақсырақ пайдалануға болады?
Болат белдік пайдаланушылары болат белдіктердің қызмет ету мерзіміне қатты алаңдайды, біз болат белдіктердің қызмет ету мерзіміне қатысты келесі мәселелерді қорытындыладық, үміттенемізкөмекбіздің болат белдіктерімізді жақсырақ түсінесіз.
Fалдыменболат белдік тым көп күш түсіредіерікқызмет ету мерзіміне әсер етеді.
Болат белдікке ең жақсы кернеу қандай? Әрине, болат белдік неғұрлым аз кернеуді көтерсе, қызмет ету мерзімі соғұрлым ұзақ болады, бұл пайдаланушылардың резеңке бұйымдарын өндіру қажеттіліктерімен үйлесуі керек. Жалпы алғанда, DLG-де MT1650 болат белдігін қолдану-7Мысал ретінде Шанхай резеңке машиналары №1 зауытының 00X1400 жабдығын алуға болады, өндіріс пайдаланушыларының көпшілігі гидравликалық манометрдің мәнін шамамен 15~20 МПа деңгейінде реттейді. Сонымен қатар, барабан вулканизаторы ұзартқыш роликтерді ұстап тұру үшін пайдаланатын гидравликалық цилиндрлердің диаметрлерінің әртүрлі болуына байланысты нақты мәндер де әртүрлі болады. Барабан вулканизаторының гидравликалық кестесінде көрсетілген нақты мәндер үшін жабдық өндірушісімен кеңесіңіз.
Екіншіден, көптеген пайдаланушылар болат белдік неғұрлым қалың болса, соғұрлым ұзын болады деп ойлайдыоның қызмет ету мерзімісатып алмас бұрын, бұл шын мәнінде түсінбеушілік. Қалың болат белдік материалдағы қатты заттардың соққысына төтеп бере алса да және үлкен шұңқырларды жасау оңай болмаса да, қалың болат белдіктің иілу қисықтық радиусы үлкен, ол қайталанатын иілуден туындаған шаршау зақымына сезімтал және иілу кернеуі үлкенірек, сондықтан қалың болат белдікқызмет ету мерзімі ұзағырақ болмауы мүмкін.
Сонымен қатар, болат белдікті орнатқаннан кейін, қысымды өндіріс үшін қажетті мәнге дереу реттеу ұсынылмайды және қысым қалыпты жұмыс істегенше біртіндеп арттырылуы керек. Термиялық кеңею мен жиырылудан туындаған ішкі кернеу деформациясын азайту үшін болат белдіктің температурасын да біртіндеп арттыру керек, ал вулканизатор жұмысын тоқтатқан кезде қыздыру құрылғысын іске қоспау керек.
Соңында, егер келесі шарттар орындалсаназар аударылмайдыпайдалану кезінде болат белдік зақымдануға бейім:
1) Дұрыс пайдаланбау салдарынан болат белдікке айтарлықтай зақым келуі мүмкін. Егер резеңке материал ішінара қабаттасып жатса, техникалық қызмет көрсету құралдарына ұқсас бөгде заттар барабан вулканизаторына еніп, болат жолақтың жергілікті деформациясына және өнімнің бетінде із қалдыруына әкеледі.
2) Техникалық қызмет көрсету аралығы тым ұзақ, сондықтан болат белдіктің бетін апта сайын тазалау керек.
3) Вулканизацияланған шикізаттың сапасының төмендігі. Бұл негізінен шикізаттағы қатты бөгде заттардың әсерінен туындаған шамадан тыс жергілікті кернеуге байланысты.
4) Жабдық дұрыс жұмыс істемейді. Мысалы, әртүрлі себептерден туындаған болат белдіктің ауытқуы болат белдіктің дірілдеуіне әкеледі.
5) Болат жолақтың шеті құрайдыөткірбұрыш, бұл кернеу концентрациясы мен жарықшақтардың пайда болуына әкеледі
6) Болат белдік нашар тазаланады,біргеболат белдіктің ішкі бетіне жабысып қалған бөгде заттар
7) Резеңке бұйым болат белдіктің енінен тар, ал вулканизацияланған резеңке бұйымның шеті болат белдіктің сол қалпында ұзақ уақыт бойы күш түсіреді
8) Қолмен реттеу роликінің амплитудасы тым үлкен немесе барабан вулканизаторы жиі реттеледі
Барабан вулканизаторлары туралы кейбір тиісті есептеулер
1. Барабанның диаметрі мен ұзындығы
Барабан вулканизаторы вулканизациялау барабанындағы өнімді қыздыруды, қысымдауды және вулканизациялауды аяқтайды. Сондықтан, вулканизациялау барабанының диаметрі мен ұзындығы ең типтік параметрлердің бірі болып табылады.
- Негізгі барабан диаметрінің жалпы сипаттамалары 350, 700, 1000, 1500 және 2000 мм. Негізгі барабанның құл барабанына диаметрінің қатынасы: D0 = 2/3D, ал құл барабан D0 тым кішкентай болмауы керек, әйтпесе бұл қысым жолағының иілу шаршау мерзіміне әсер етеді. D0 тым үлкен, машина көлемді, жұмыс істеуге қолайсыз, жоғарыда келтірілген талдауға сүйене отырып, болат сым ілулі желім қысым белдігі үшін негізгі барабанның диаметрі D, D=700~1000 мм сәйкес келеді;
- Жұқа болат жолақтар үшін D=1500~2000 мм қолайлы. Негізгі барабанның ұзындығы,
- Вулканизацияланған өнімнің еніне сүйене отырып, сонымен бірге қаттылық мәселесін де ескеру қажет, сондықтан оның ұзындық-диаметр қатынасы тым үлкен болмауы керек, әдетте L/D=1~3 сәйкес келеді.
Екіншіден, қысым белдігінің ұзындығы мен қалыңдығы
- Қысымбелдікөнімнің вулканизация қысымын қамтамасыз ететін негізгі компонент болып табылады, ал оның ені вулканизацияланған өнімнің максималды енімен анықталады.
- Қысымның ұзақтығыбелдіквулканизатордың құрылымына сәйкес есептеледі, ал ұзындығы L азайған сайын қысымның қызмет ету мерзімі ұзарады.белдікпропорционалды түрде азаяды.
- Қысым белдігінің қалыңдығы болат белдіктің созылу беріктігіне, иілу беріктігіне және шаршау мерзіміне тікелей әсер етеді. Сондықтан, оның жарамдылығы немесе жарамсыздығы барабан вулканизаторының жұмысына тікелей әсер етеді.
- δ үшін есептелген оңтайлы мән:
δ =(PDD0 /2E)1/2
δ – қысымның қалыңдығыбелдіксм
P-вулканизация қысымы кг/㎠
D-вулканизация барабанының диаметрі см
E-Болат белдіктің серпімділік модулі кг/㎠
D0 – Қысым белдігі өтетін ең аз орам диаметрі, әдетте жоғарғы және төменгі реттеу роликтерінің немесе кергіш роликтерінің диаметрі см
3. Болат белдіктің керілуін есептеу
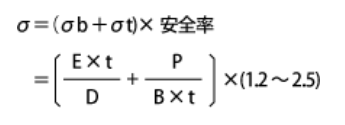
E: Серпімділік коэффициенті (кгс/мм2)
P: Болат белдіктің керілуі (кг)
D: Шкив диаметрі (мм)
B: Болат белдік ені (мм)
T: Болат белдіктің қалыңдығы (мм)
Мысалы, Шанхай резеңке №1 зауытының стандартты кішкентай барабан күкірті, кішкентай барабан диаметрі 400 мм, үлкен барабан диаметрі 700 мм, цилиндр диаметрі 100 мм. 20 МПа қысымға жетеді. Болат жолақтың өлшемі: 7650 * 1.2 * 1380 мм, содан кейін есептеу: сурет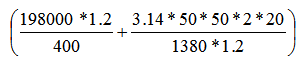 = 783.61 (дәнекерлеу кезіндегі 1100 МПа беріктік шегінен аз)
= 783.61 (дәнекерлеу кезіндегі 1100 МПа беріктік шегінен аз)
σ болат жолақтың дәнекерленген орнының беріктігінен төмен болуы керек
Егер сізде қандай да бір сұрақтар туындаса немесе қосымша ақпарат қажет болса, бізбен хабарласыңыз~
Жарияланған уақыты: 2025 жылғы 11 наурыз